
Diffusion Bonding and Vacuum Hot Pressing

DIFFUSION BONDING
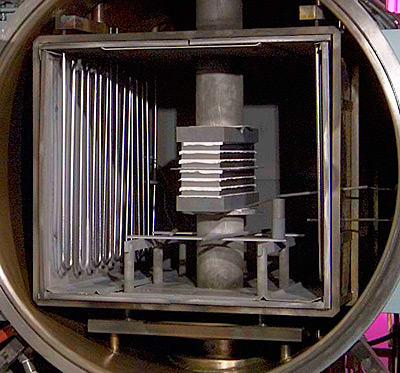
Diffusion bonding involves holding pre-machined components under load at an elevated temperature in a protective atmosphere or vacuum. The loads are usually less than the yield strength of the parent material(s) and temperatures are typically 50-80% of the melting point of the parent metal. Times at temperature can range from 1 to more than 480 minutes, depending on the materials being bonded and the joint properties required. The majority of bonding operations are performed in vacuum or reducing gas atmospheres.
During bonding, two clean and flat surfaces come into atomic contact to form a diffusion bond. A good surface finish, better than 0.4µm RA is recommended, on the mating surfaces. The surfaces must be as clean as practical to minimize surface contamination. The applied load causes plastic deformation of the surface asperities reducing interfacial voids. Bonding then continues by diffusion controlled mechanisms including grain boundary diffusion and creep. Heat is applied by radiant, induction, direct or indirect resistance heating. Pressure is applied uniaxially using water-cooled hydraulic ramps. A low pressure (3-10MPa) is typically used to prevent macrodeformation of the parts.
During bonding, two clean and flat surfaces come into atomic contact to form a diffusion bond. A good surface finish, better than 0.4µm RA is recommended, on the mating surfaces. The surfaces must be as clean as practical to minimize surface contamination. The applied load causes plastic deformation of the surface asperities reducing interfacial voids. Bonding then continues by diffusion controlled mechanisms including grain boundary diffusion and creep. Heat is applied by radiant, induction, direct or indirect resistance heating. Pressure is applied uniaxially using water-cooled hydraulic ramps. A low pressure (3-10MPa) is typically used to prevent macrodeformation of the parts.
7201 WEST OAKLAND STREET
CHANDLER, AZ 85226-2434
800-4REFRAC (800-473-3722) 480-940-0068 - FAX 480-940-9366
800-4REFRAC (800-473-3722) 480-940-0068 - FAX 480-940-9366
web design by Madmaud Digital Design